


Mine Heating Solutions
A wide range of mine air heating solutions available to condition air for safe and productive underground mining operations.
A wide range of mine air heating solutions available to condition air for safe and productive underground mining operations.
Howden has supplied ventilation equipment to every major mining company in the world, from frozen sites in the Arctic to the hottest nations in Africa. Howden’s heating technology is provided through ACI, who offer direct and indirect systems.
Howden's Mine Air Heaters are available in the following configurations: Portable, Permanent, Direct Fired, Indirect Fired, Horizontal Discharge, Vertical Discharge, Single Fan and Multi-Fan. ACI heaters are capable of burning everything from Natural Gas and Propane to Waste Oil.
Howden have for many years been the leader in supplying Total Mine Ventilation Solutions and, with the acquisition of Advanced Combustion Inc. (ACI), is now a leading supplier of Turnkey Heating Solutions. Systems offered include complete heater houses either 'Penthouse' style or Horizontal dual or single fan models with louvre or birdscreen inlets.
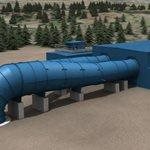
A direct heating system, the SIMPLEX heater design is compact yet powerful enough to provide up to 300,000 cfm (510,000 m3.h) of heated air that can prevent shaft and ramp freeze up amid harsh and cold conditions. These medium duty, cost effective heaters are the perfect solution for industrial projects where simplicity, flexibility and portability are key factors. They can be manufactured quickly, easily transported and installed for new or retrofit applications to meet our customers’ changing needs.
Download our product leaflet for more information
Howden’s Ultra Low Emission Heaters have been designed by some of the world’s leading mine ventilation and heating experts with decades of experience in combustion and heating system design and installation as well as in fan and ventilation system design and installations. This has allowed Howden the in-house ability to deliver a solution that provides the lowest direct fired mine air heating emissions available.
Electric energy provides a simple and safe mine air heating solution with zero emissions. The ideal option where power can be made available at a reasonable cost.
All electric heaters are built with the same modular design philosophy as our direct-fired heating systems. Typically, the design configuration and capacity of an electric mine air heater are limited only to the electric power available.
Electric heaters use industrial-grade, Incoloy tubular elements selected for optimal functionality and maintenance. In addition, heating elements are specifically designed and installed in banks to allow ease of removal for service and maintenance. The systems include SCR and PLC control systems and can consist of all necessary electrical infrastructure for power delivery and isolation.
Combined heat recovery systems result in operational flexibility and reduced emissions. Howden can design and supply a multitude of heat recovery options that are best suited for every application. Recommended heat recovery systems are based on the quality of heat available, distances between the heat sources, and the heated fresh air. Potential heat sources for recovery can include mine exhaust air, central boilers, power generators, compressors, and even geothermal.
Howden thermal heat recovery options typically include all infrastructure required from the heat transfer point to the fresh airstream. This equipment can consist of stand-alone heat transfer coils, liquid pumping stations, control and automation systems. Additionally, this equipment can be combined with other heating methods, such as direct or indirect fuel-fired mine air heating systems.
Howden's Mine Air Heaters are available in the following configurations: Portable, Permanent, Direct Fired, Indirect Fired, Horizontal Discharge, Vertical Discharge, Single Fan and Multi-Fan. ACI heaters are capable of burning everything from Natural Gas and Propane to Waste Oil.
Howden have for many years been the leader in supplying Total Mine Ventilation Solutions and, with the acquisition of Advanced Combustion Inc. (ACI), is now a leading supplier of Turnkey Heating Solutions. Systems offered include complete heater houses either 'Penthouse' style or Horizontal dual or single fan models with louvre or birdscreen inlets.
A direct heating system, the SIMPLEX heater design is compact yet powerful enough to provide up to 300,000 cfm (510,000 m3.h) of heated air that can prevent shaft and ramp freeze up amid harsh and cold conditions. These medium duty, cost effective heaters are the perfect solution for industrial projects where simplicity, flexibility and portability are key factors. They can be manufactured quickly, easily transported and installed for new or retrofit applications to meet our customers’ changing needs.
Download our product leaflet for more information
Howden’s Ultra Low Emission Heaters have been designed by some of the world’s leading mine ventilation and heating experts with decades of experience in combustion and heating system design and installation as well as in fan and ventilation system design and installations. This has allowed Howden the in-house ability to deliver a solution that provides the lowest direct fired mine air heating emissions available.
Electric energy provides a simple and safe mine air heating solution with zero emissions. The ideal option where power can be made available at a reasonable cost.
All electric heaters are built with the same modular design philosophy as our direct-fired heating systems. Typically, the design configuration and capacity of an electric mine air heater are limited only to the electric power available.
Electric heaters use industrial-grade, Incoloy tubular elements selected for optimal functionality and maintenance. In addition, heating elements are specifically designed and installed in banks to allow ease of removal for service and maintenance. The systems include SCR and PLC control systems and can consist of all necessary electrical infrastructure for power delivery and isolation.
Combined heat recovery systems result in operational flexibility and reduced emissions. Howden can design and supply a multitude of heat recovery options that are best suited for every application. Recommended heat recovery systems are based on the quality of heat available, distances between the heat sources, and the heated fresh air. Potential heat sources for recovery can include mine exhaust air, central boilers, power generators, compressors, and even geothermal.
Howden thermal heat recovery options typically include all infrastructure required from the heat transfer point to the fresh airstream. This equipment can consist of stand-alone heat transfer coils, liquid pumping stations, control and automation systems. Additionally, this equipment can be combined with other heating methods, such as direct or indirect fuel-fired mine air heating systems.
The complete approach to Howden’s range of ACI mine air heating technology typically consists of the mine air heater, main air supply fans, main exhaust fans, E-house complete with control system, fuel storage and distribution system, on site installation, commissioning, maintenance and training.
To support mine safety there is an emerging global trend to reduce levels of human exposure to NO2 in mining workplaces. The Howden mining team has developed an optimal heating solution.
View and download sales literature, technical manuals and more.
US (office hours preferred) +1 705 929 9224










 Request A Quote
Request A Quote
 Email An Inquiry
Email An Inquiry
 Find Our Locations
Find Our Locations
 Join Our Team
Join Our Team